

Produkter


Perforert stålbånd PE-rør For gass
Søknad
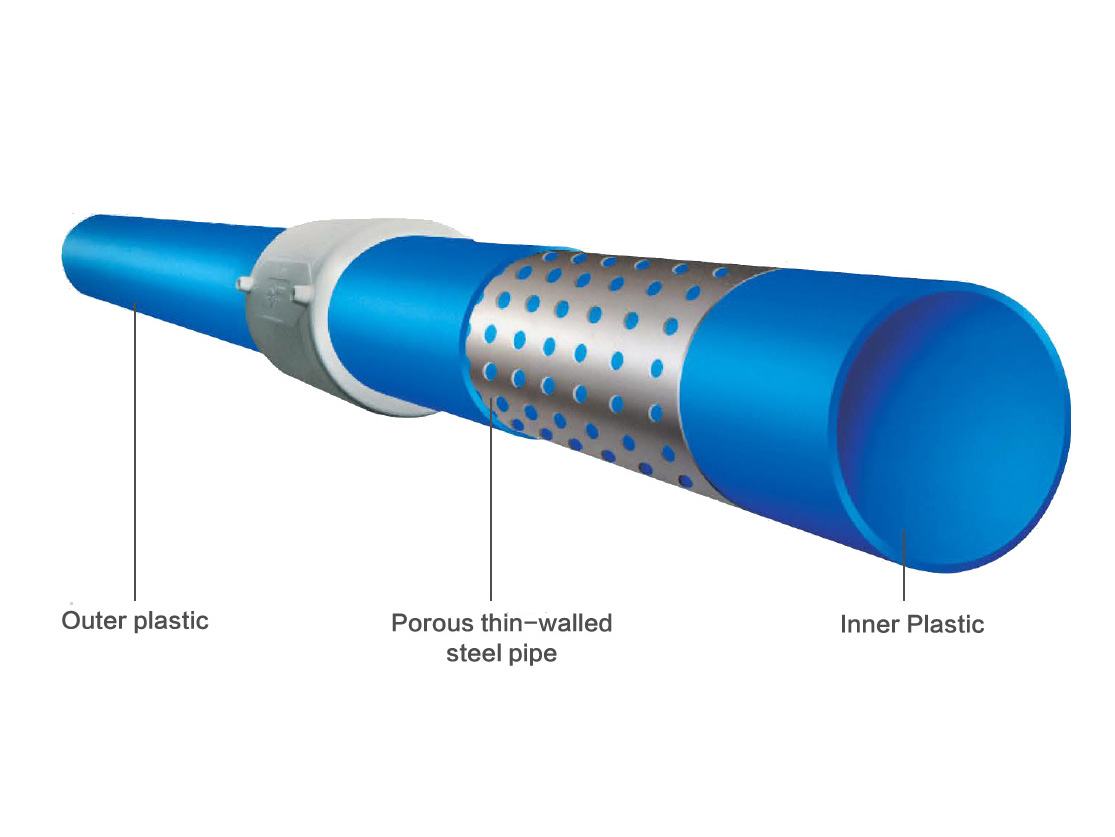
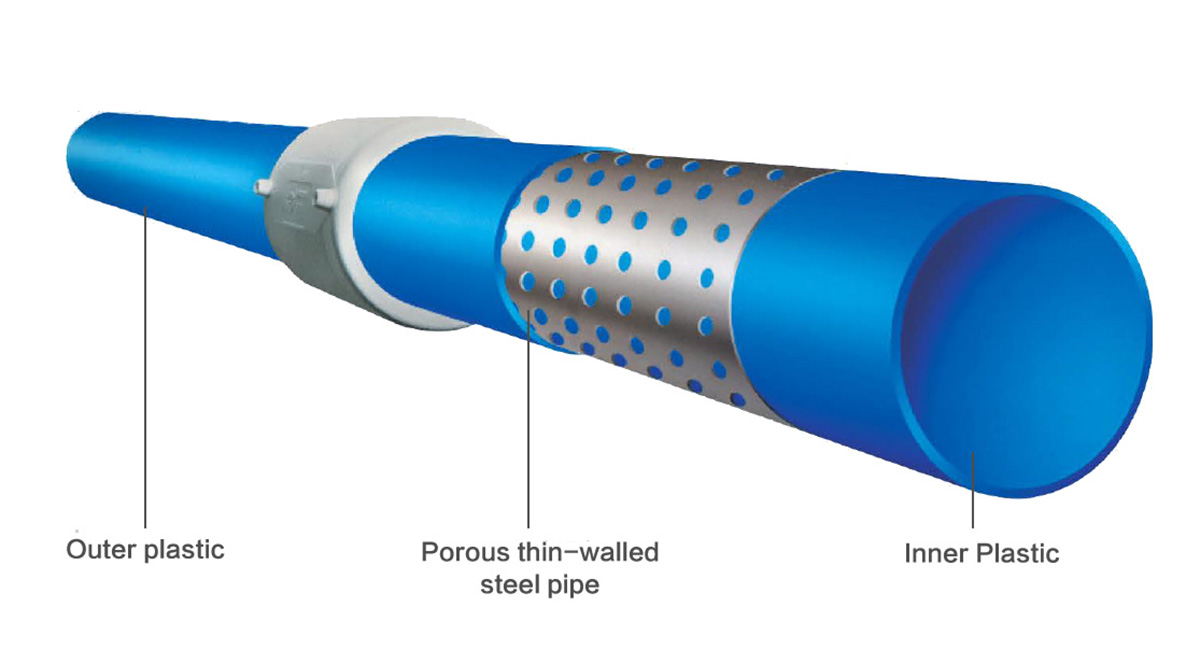
Perforert stålbånd av polyetylen komposittrør er laget av kaldvalset båndstål og termoplast som råmateriale, og porøse tynnveggede stålrør dannet ved argon bue-stumpsveising eller plasmaspiralsveising brukes som forsterkninger. Det ytre og indre laget er dobbeltsidig kompositt termoplast. En ny type kompositttrykkrør, Fordi den porøse tynnveggede stålrørsarmeringen er pakket inn i kontinuerlig termoplast, overvinner dette komposittrøret ikke bare de respektive mangler ved stålrør og plastrør, men har også stivheten til stålrør og korrosjon motstand av plastrør. Det er en løsning for petroleums- og kjemisk industri. Det er en presserende rørledning av stive rør med store og middels diameter innen farmasøytisk, mat, gruvedrift, gass og andre felt. Det er også en revolusjonerende teknologisk prestasjon å løse hovedrørledningen for konstruksjon og kommunal vannforsyning. Det er en ny type komposittrørledning i 21stårhundre.


Funksjoner
Hygienisk ytelse
Den hygieniske indeksen og sikkerheten til det perforerte stålbåndet plastkomposittrør oppfyller kravene i GB9687 "Hygienic Standard for Polyethylene Molded Products for Food Packaging" og GВ/Т17219 "Safety Evaluation Standard for Drinking Water Distribution Equipment and on Equipment and Protective Materials". Det er den beste erstatningen for galvanisert rør og støpejernsrør.
Glatt innervegg og sirkulasjonsytelse
Den indre veggen av nettingstålbeltet plastkomposittrør er veldig glatt, og den absolutte ruheten er bare 1/20 av stålrørets. Under samme forhold er transportkapasiteten ca. 30 % høyere enn stålrørets.
Tekniske parametere
| Spesifikasjonsstørrelse, avvik og nominelt trykk: oppfyller kravene til byggedepartementets standard CJ/T181-2003 | |||||
| Nominell ytre diameter og avvik | Nominell veggtykkelse og avvik | Ut av rundhet | Nominelt trykk | Minimum S-verdi | Lengde og avvik |
| Dn(mm) | En(mm) | Mm | Mpa | Mm | mm |
| 50+0,5 0 | 4,0+0,5 9 | 1.0 | 1.0 | 1.5 | 6000+20 0 9000+20 0 12000+20 0 |
| 60+0,6 0 | 4,5+0,6 0 | 1,26 | 1.0 | 1.5 | |
| 75+0,7 0 | 5,0+0,7 0 | 1.5 | 1.0 | 1.5 | |
| 90+0,9 0 | 5,5+0,8 0 | 1.8 | 1.0 | 1.5 | |
| 110+1,0 0 | 6,0+0,9 0 | 2.2 | 1.0 | 1.5 | |
| 140+1,1 0 | 8,0+1,0 0 | 2.8 | 1.0 | 2.5 | |
| 160+1,2 0 | 10,0+1,1 0 | 3.2 | 1.0 | 2.5 | |
| 200+1,3 0 | 11,0+1,2 0 | 4.0 | 1.0 | 2.5 | |
| 250+1,4 0 | 12,0+1,3 0 | 5.0 | 0,8 | 3.5 | |
| 315+1,6 0 | 13,0+1,4 0 | 6.3 | 0,8 | 3.5 | |
| 400+1,6 0 | 15,0+1,5 0 | 8.0 | 0,8 | 3.5 | |
| 500+1,7 0 | 16,0+1,6 0 | 10,0 | 0,6 | 4.0 | |
| 630+1,8 0 | 17,0+1,7 0 | 12.3 | 0,6 | 4.0 | |
| Merk: Det nominelle trykket til komposittrøret er det maksimale trykket som er tillatt for røret til å transportere vann ved 20°С. Hvis temperaturen endres, bør arbeidstrykket korrigeres i henhold til temperaturtrykkskoeffisienten til forskjellige materialer. S-verdi: avstanden fra armeringens ytre diameter til rørets ytre overflate. | |||||
| Fysiske og mekaniske ytelseskrav | ||
| Prosjekt | Ytelse | |
| Ringstivhet, KN/m2 | >8 | |
| Langsgående krymping (110°С, opprettholde 1 time) | <0,3 % | |
| Hydraulisk test | Temperatur: 20°C; Tid: 1t; Nominelt trykk x2 | Ikke ødelagt |
| Temperatur: 80°C; Tid: 165t; Trykk: Nominelt trykk x2x0,71 (reduksjonsfaktor) | ||
| Sprengtrykktest | Temperatur: 20°С, sprengningstrykk≥nominelt trykk x3,0 | Sprengning |
| Oksidasjonsinduksjonstid (200°С), min | >20 | |
| Motstandsdyktig mot rask spenningsutvidelse (80°С, 4,0Mpa)/t | >1000 | |
| Værbestandighet (etter at røret har mottatt ≥3,5GJ/m2aldrende energi) | Oppfyller kravene i punkt 2,3 og 4 i denne tabellen, og kan opprettholde god sveiseytelse | |





